什么是产品结构设计
产品结构设计是针对产品内部结构、机械部分的设计;一个好产品首先要实用,因此,产品设计首先是功能,其次才是形状。产品实现其各项功能完全取决于一个优秀的结构设计。结构设计是机械设计的基本内容之一,也是整个产品设计过程中最复杂的一个工作环节,在产品形成过程中,起着至关重要的作用。
设计者既要构想一系列关联零件来实现各项功能,又要考虑产品结构紧凑、外形美观;既要安全耐用、性能优良,又要易于制造、降低成本。所以说,结构设计师应具有全方位和多目标的空间想象力,并具有和跨领域的协调整合能力。根据各种要求与限制条件寻求对立中的统一。
">编辑]改进产品结构设计的方法及案例 一、改进产品结构设计方案
用价值工程理论指导改进产品结构设计,即以最低的总成本可靠地实现产品的必要功能(主要功能和次要功能),去掉不必要功能(过剩功能)。减少不必要的材料消耗,在保证产品质量的前提下,尽量做到缩小体积,减轻重虽,降低单位产品材料消耗量。不影响产品功能和使用性能等部位,应当考虑紧缩设计(减小、体积和重量)节约检料,缩小占地(残空间)面积,减少运输费用。如现在的袖珍计算器,非常方便可装在衣服口袋里。电规机的体积比原来也缩小很多,一方面由于电视视元器件的小型化,由电子管-晶体管-集成电路-大规模集成电路。另外显像管的电子枪也由长尾改为短尾,其轴助零件也尽司,能地小型化了,因此仗电视机的外形尺寸大大缩小。
例如,菜电真空设备厂生产的双位立式氢气炉,原来体积很大, 占地面积也很大。现在生产的双位立式氢气炉修改了设计方案,机架高度增加了一些而占地面积缩小了一倍,效率照荡略近一倍,使用寿命大大提高,性能好,节约了树料,降低了产品成本。
有些物品在装运前常常被压缩,如气态燃料和化学品用高压气瓶装运,油漆用浓缩的形式装运,这些都是编小体积节约包装材料和节省运输费用的方法。这些都是编小体积节约包装材料和节省运输费用的方法。
二、改进产品零件、部件结构
零件、部件是组成产品的重要单元。零件、部件设计的如何直接关系到整个产品的性能,经济指标和技术指标。为了提高产品性能,简化装配工作,在保证机械性能和某些特殊功能的情况下,尽可能地简化结构,节约材料。
(一)积木化,整体化
如果某一部件可广泛应用于不同的产品,则做成标准部件就比较经济,如收音机中的调谐器,放大器和喇叭都是一个个。计算器的键板等也是标准部件,同样的键板可使用于各种不同的计算器。又如真空设备上的各种阀,水冷挡板,管路零部件,控制机柜等,均可分离成独立的标准或专用零件、部件。在新产品设计中除少部分具有特殊要求为专用零件、部件外,大部分可选用已经标准化或通用化的零件、部件,就可大大缩短设计周期、试制周期,保证产品质量,便于装配,维修,又可组织专业化大批量生产,提高生产效率,节约材料,降低产品成本。
整体化设计,可减少零件数量及各零件间的交界面,减少逐个零件装配,减少了零件、部件的重量和复杂性;整体化构建由于连接件少,应力集中点也较少,既简化了装配又提高了证件的力学性能。由于结果连续强度高,可达到虽小体积,节约材料的木笔,有些整体化设计还可达到集中和程序控制的目的。例如真空机组上的真空组合阀,如下图所示。
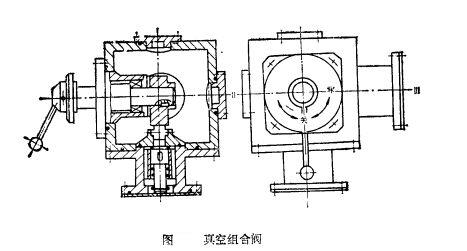
图示位置(手柄在第I位置上)为全关闭,机械汞停止工作。当手柄转至第II位置时,全打开接通容器抽预真空。当手柄转至第III位置上时,接通扩散汞前级,关闭预真空,抽低真空。该阀可代替预真空阀和低真空阀工作,一阀两用。节省了一个部件,节约了材料和加工工时。
(二)以焊接件代锻件
例1,φ50超高真空阀其漏率不大于

托*升/秒,该阀的阀体是φ50超高真空阀的逐渐,原设计体位整体,材料1Cr13,如下图所示
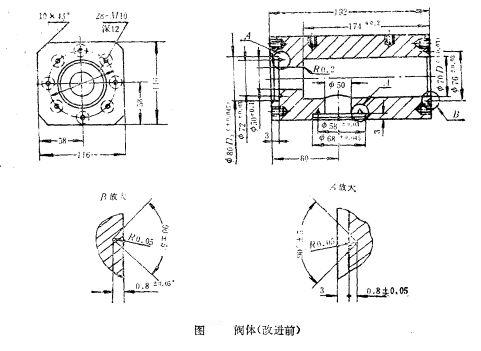
改进前的阀体为整体锻件,加工掏成空腔,浪费材料,大量的不锈钢变成切屑,加工工作量大而且较难加工,零件体厚笨重,同时需三方接真空管道,90度蜜蜂止口部便装配,没拆装一次需要更换一次密封垫,也浪费密封垫材料紫铜。
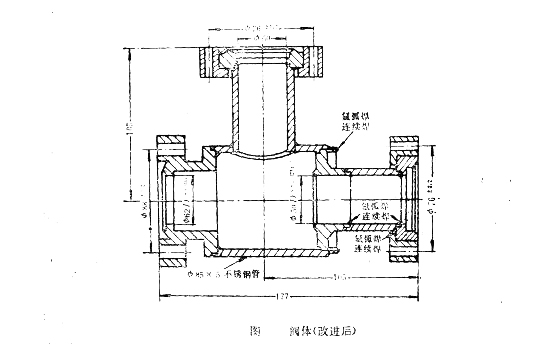
改进后的阀体,材料Cr18Ni9Ti,如下图所示,将原来的整体分解成若干个小零件,基本上时不锈钢管和法兰组合焊接而成,采用焊接结构后,大大减轻了重量,节约材料达60%-70%。
(三)简化装配工作的按扣配合件
按扣配合是一种节省劳动力的装配方法,它安装快,省力,结构较为简单且无零散小件,公差要求也不太严格,价廉,广泛用于可拆和不可拆的装配,如下图所示。
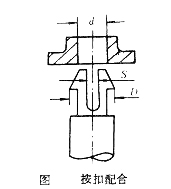
过盈量i(i=D-d),必须小于槽宽S。
1.按扣配合的条件
i/S<l
2.按扣配合的特点
(1)按扣配合零件较少,结构较简单,节约材料和加工工时,装配比其它所有连接方式(压配合,螺纹连接,焊接等)都简便得多。
(2)按扣配合比压配合更牢固可靠,压入配合的抗拨出力是由摩擦而来的,且与压入力大小差不多。按扣配合的配合力是由机械锁紫及摩擦两者产生的,其抗拨出力可比年入力大几百倍b在装配过程中按扣配合伴随“卡搭”声是经历一次能量转换,一早装配完成,部件亡就不再有载荷了。而压入配合的部件,长期承受装配过程中产生的应力,经过长时间后应力松弛和蠕变可能使压入配合失效。按扣配合的强度却不会随时间而减弱。
(3)用于可拆卸装配时,按扣配合能与螺纹连接竞争,在振动情况下摩擦力降低,螺钉和螺母会松动。按扣配合的零件处于低势能状态,因此这种配合早防震的。用于刁;可拆卸装配时,按扣配合可与压入配合,焊接媲美。焊接要求两种材料问要能匹配,最好是同样的材料,而按扣配合可用于不同材料间的连接(如玻璃和金属等)。
(4)按扣配合的过盈量就是装配过程中两相配件变形量的总和。过盈量太大会造成装配困难,而过盈量太小则使抗拔出力过低。
(5)按扣配合也有失败的可能,因弹性件的永久变形或断裂。磨损或严重油污无摩
(四)节约材料保证机械设能的结构设计
既要节约材料,又要保证构件的机械性能(强度,刚度等),作到两全其美。这样首先要考虑的问题就是结构屈曲变形的问题, “屈曲”是由于刚度不足而产生的破坏,则度又叫刚性或回弹率c屈曲是薄壳,梁常见的破坏方式,局部屈曲分:受压屈曲,受弯屈曲和扭转屈曲三种。如何强化薄壳,梁和柱是解决屈曲问题的主要方案。预防屈曲的措施如下:
(1)采用加强方法,加筋,压瓦楞,表面网纹结构,均可提高构件的强度和刚度,以防止局部屈曲。
(2)选用具有较高弹性模量B和较高剪切模量G的硬质材料。
(3)梁和拄的设计,用管子代替实心棒承受的转载荷大,因空心管其重量x、y、z:轴三座标的惯性矩较大,故在抗弯曲和抗扭转方面比实心棒效果更好。
(4)增加壁厚,选用令直径厚壁管,承受弯曲时不致于屈曲。
(5)薄壁管弯形时,可装入填充物如砂子、蜡或树脂等,弯形时这些填充钩可加强管壁并产生流体静压力,弯形后将填充物熔化,回收以备再用。
(五)节约树料助产品(零件、部件)结构设计
电子元器件中,有许多产品结构不单是为了确保其机械强度,而更多地考虑其电性能。如变压器的功能,导磁率是它的主要质量指标和设计的主导思想,如何在保证质量的条件下缩小体积,减少材料消耗,就是改进产品结构设计的方向。
例如变压器阻流圈铁;路的设计,有CD型和ED型两种,其铁芯均需用冷轧硅钢带(D310)制造。ED型采用冲压片重叠装配而成,CD型采用卷绕工艺制成。但CD型铁芯比ED型铁芯有显著的优点;它质量稳定,损耗小,导磁串高,相同横截面积的c型铁芯导磁率B位为15000-17000高斯,而E型结构的铁芯B值一般在9000—12000高斯;相同容量的C型铁芯比E型钦芯重员可减轻三分之一左右,节约了钢材。生产一台250瓦的同功率的变压器.按采用C型铁芯耗用继钢片1.88公斤,而采用E型铁芯需耗用硅钢片3.04公斤;同时C型银芯外形美观,装越简便。因此,在各种变压器和阻流圈的设计中均应尽量采用C型铁芯结构,既提高了产品质量,每台又减少消耗硅钢片1.16公斤(约38%)。
三、产品标准化
产品标准化就是通过对产品发展规律的分析研究,和对国内、国外产品发展趋势的预测,结合本单位的生产技术条件,经过全面地技术、经济论证,将产品的结构、型式、主要参数、尺寸、技术要求、试验方法和包装运输等作出统一规范,以减少产品与零、部件的品种,达到节约材料的目的。
在产品设计中实行零、部件的标准化和通用化,为实行集中专业化生产创造了条件,从而有效地提高劳动生产率和材料利用率,节约材料并降低产品的制造成本。零件以及部件实行标准化、通用化的范围是极其广泛的。那些用途相同.结构相似,参数和尺寸变化有规律的零、部件,可制定统一标准。有些零件不具备制订标准的条件,但能够存同类产品或不同类产品之间通用。例如,减速器,联轴节,传动零件、润滑件,操作件,管道零件和阀门等,都是标准化,通用化的对象。
相关条目产品设计结构分析法(设计)参考文献
- ↑ 《物资节约技术》编写组,《物资节约技术》,1987.
标签:
投资说 » 产品结构设计
免责声明:本文由网友提供互联网分享,不代表本网的观点和立场;如有侵权请联系删除。

 公司债券有哪些种类?公司债券的种类可以按照以下五个方面进行分...
公司债券有哪些种类?公司债券的种类可以按照以下五个方面进行分... 发行前交易市场指投资者买卖已正式公布或获准发行,但尚未交割或...
发行前交易市场指投资者买卖已正式公布或获准发行,但尚未交割或...